漢語
漢語 English
English Espa?ol
Espa?ol
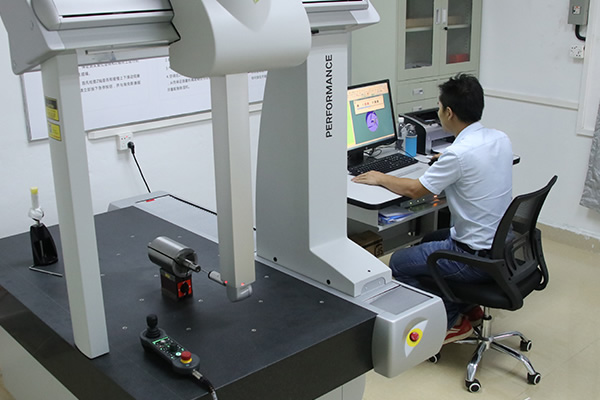
真空壓鑄輔助機,是專業配套壓鑄機在壓鑄過程中抽除壓鑄模腔內氣體的一套輔助系統。真空壓鑄輔助機,由真空獲得設備(好凱德真空泵),儲氣容器、過濾件、壓縮氣源、控制閥、油氣分離器、電氣控制等組成。本機具有抽速快、功能齊全、自動化程度高、操作簡便,適應性廣等優點,是解決有色金屬在壓鑄過程中出現氣孔問題的最佳助手。
真空鋁合金壓鑄以抽除型腔中的氣體為主,主要有兩種形式:
(1)從模具中直接抽氣;
(2)置模具于真空箱中抽氣。采用真空鋁合金壓鑄時,模具的排氣道位置和排氣道面積的設計至關重要。排氣道存在一個“臨界面積”,其與型腔內抽出的氣體量、抽氣時間及充填時間有關。當排氣道的面積大于臨界面積時,真空鋁合金壓鑄效果明顯;反之,則不明顯。
好凱德真空系統的選擇也非常重要,要求在真空泵關閉之前,型腔內的真空度可保持到充型完畢。充氧壓鑄技術壓鑄件氣孔中的氣體絕大部分為N2和H2,幾乎沒有O2,主要原因是O2與活性金屬發生反應生成了固體氧化物,這為充氧壓鑄技術提供了理論基礎。充氧壓鑄是在壓鑄前將氧氣充入型腔,取代其中的空氣。
由于壓力鑄造是在極短的時間內完成充型過程的,很容易造成氣體的卷入而影響壓鑄件的質量。為此發展了加氧壓鑄機和真空壓鑄機,中壓壓鑄機也獲得了較快的發展,有些壓鑄機的合型機構采用傾斜形式。壓鑄過程自動化和壓鑄計算機控制及壓鑄柔性加工單元(FMC)也逐步得到發展。
(1) 加氧壓力鑄造是在鋁金屬液充填型腔之前,用氧氣充填壓室和型腔,以取代其中的空氣和其他氣體。其特點是:消除或減少了氣孔,提高鑄件的質量;結構簡單,操作方便,投資少。
(2) 真空壓力鑄造是先將壓鑄型腔內空氣抽除,然后再壓入液體金屬。其特點是:可消除或減少壓鑄件內部的氣孔,提高鑄件的力學性能和表面質量;壓鑄時大大減少了型腔的反壓力,可使用較低的比壓和鑄造性能較差的合金。

技術參數
1、真空獲得設備:好凱德真空泵(技術參數參照雅之雷德機電科技說明書)。
2、壓鑄機信號源:DC24V。
3、壓縮機氣源:3~6kg/cm3。
4、冷卻用水。
5、本設備適應在10~40℃內工作。
工作原理
1、自動按鈕:開啟真空壓鑄輔助機后即時進入自動循環待機狀態,接收到壓鑄機信號后,按設定時間循環工作。
2、手動操作:適用于無信號源的壓鑄機配套使用。
相關動態

? 2018 東莞市雅之雷德機電科技有限公司. All Rights Reserved.